Q103
Combo De-palletising / Palletising System
PROJECT DETAILS
CUSTOMER:
Nestle
PROJECT:
14613 P510 Nestle Wahgunyah Automation
SPEED:
1100 Bars per Minute or 5.5 Totes per Minute
CONTROL SYSTEM:
Allen-Bradley Control
SMC Pneumatics
CONSTRUCTION:
Powder Coated Mild Steel
Challenge
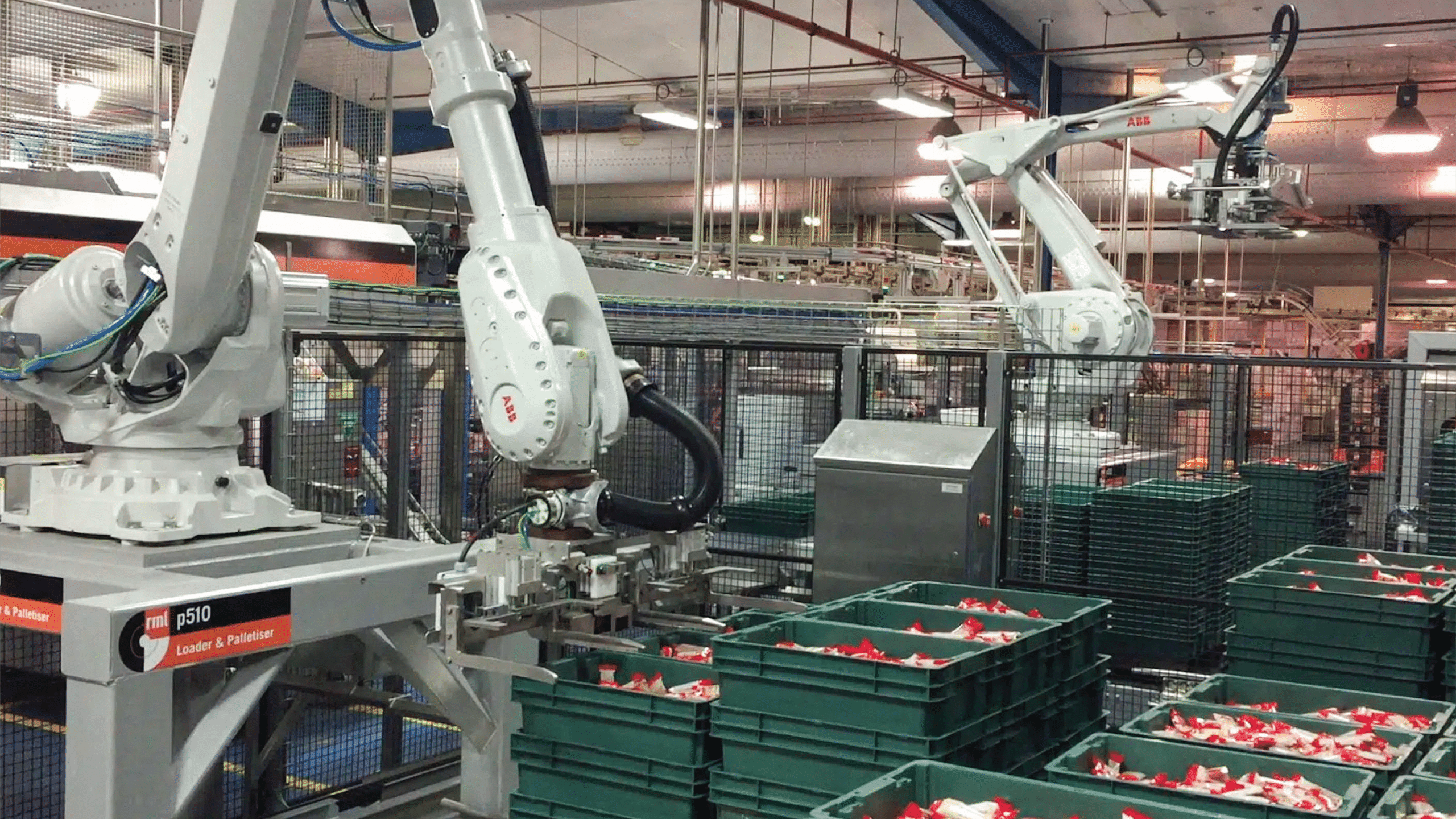
Nestle’s requirement, briefed back in 2018, was to streamline the packing operations of their Uncle Toby’s brand of Muesli Bars at the Wahgunyah plant in Victoria. They needed to place three different flavours of bar into a variety pack. The project brief was to palletise full totes (the green bins in the pictures) direct from the production line and hold these in a ‘Work in Progress’ area before having these added into hoppers where the three types of bars could be precisely added into individual cartons.
Solution
The RML machine receives randomly arranged bars from a spiral gravity chute and loads these into the totes by weight. ABB Robotic arms with an innovative pickhead tool then palletise the totes and, after these have been tipped into the next stage of production using a further ABB Robot with a vision guided pickhead, they stack empty pallets and divert full ones.
Nestle is one of our best known customers and we also have machines running 24/7 in Campbellfield, Victoria and at their facility in South Auckland, NZ.