D106
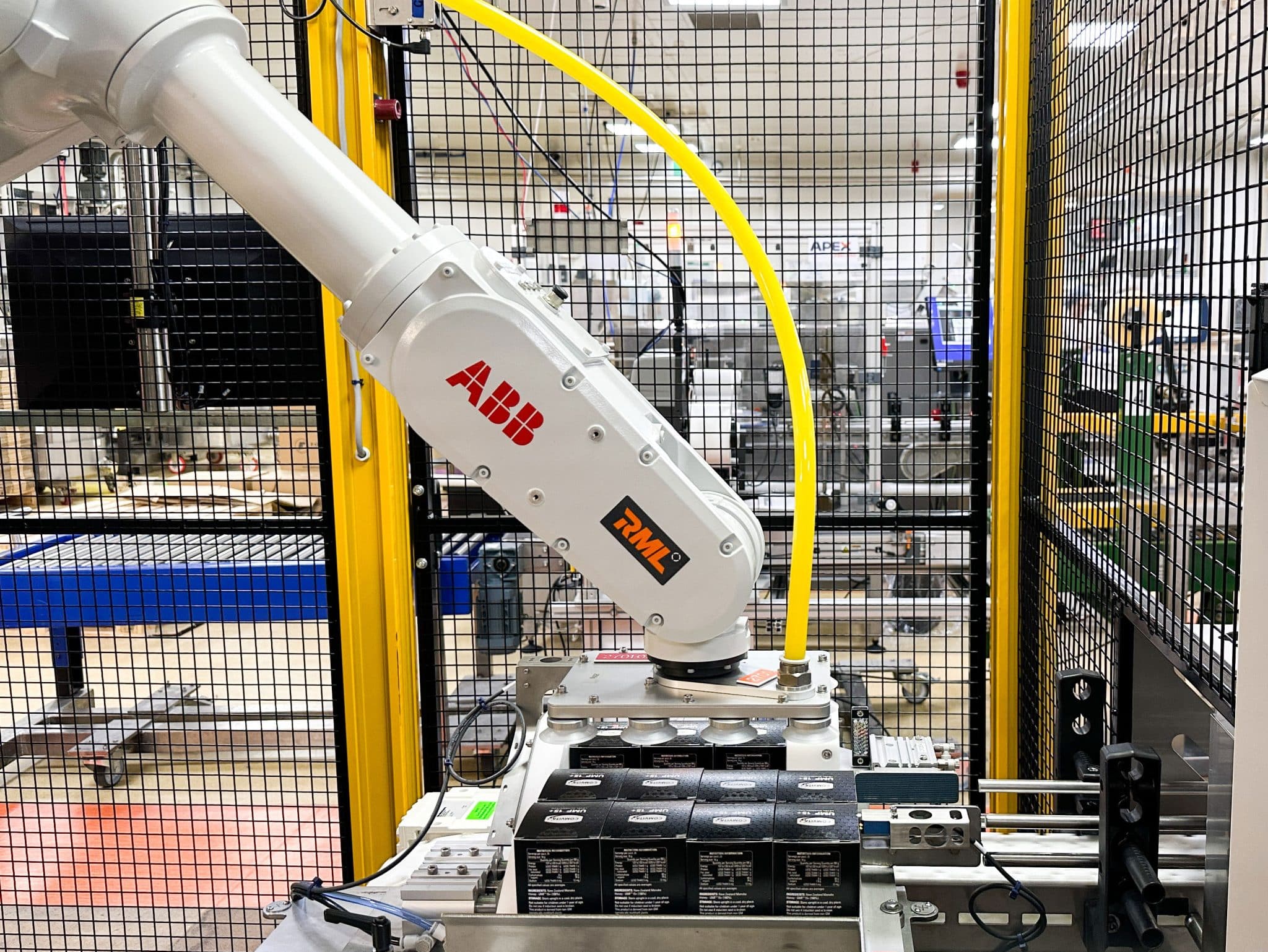
Top Load Case Packer
PROJECT DETAILS
CUSTOMER:
Comvita
PROJECT:
D106 Top Load Case Packer (31253)
SPEED:
100 jars per minute
CONTROL SYSTEM:
Beckhoff
CONSTRUCTION:
Stainless Steel Chassis
Challenge
Automated honey case packing line to greater efficiency and productivity.
According to Aaron Rowe, the Continuous Improvement & Maintenance Engineering Manager of Comvita, retaining staff has been a challenge for the company. The increasing demand for horticulture workers has made it difficult for the company to retain key personnel and offer them opportunities for growth within the organisation’s leading production processes and techniques. In order to address this issue, Aaron Rowe sought out RML for assistance, resulting in the acquisition of an automated robotic case packer machine to help Comvita tackle this challenge in a more innovative way.
The decision to look for a solution was driven by the need to improve efficiency on the production line. With a shortage of workers, Comvita needed a solution that could handle the packing process with minimal human intervention.
The RML automated case packer machine offered the perfect solution, providing a reliable and consistent way of packing honey products without the need for additional labour.
Talk to our Customer Solutions team today.
Solution
With the aim of improving efficiency & work safety, RML has built an automated case packing solution customised to Comvita’s needs.
The solution involves erecting boxes and sending them to a packing robot, which picks pots and cartons of honey using six dedicated vacuum pick heads that are designed to suit each product.
With this solution, boxes can be erected and packed in a matter of seconds resulting to an improvement in speed, efficiency and reduction in errors. Additionally, Comvita can now free up staff to focus on other areas of the production line, providing them with the opportunity to develop new skills and take on new responsibilities. This can lead to greater job satisfaction and retention.
Efficiency at its finest
The integration of the RML case packing solution has enabled Comvita to optimise their production processes to ensure smoother operations and increased productivity.